












")

Radiators
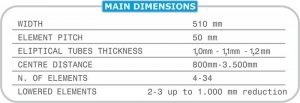
The Convett radiator is made using oval-section tubes of high grade steel. Each element is composed of nine tubes automatically welded and tested to two pressed steel caps 1.5 mm thick. The radiator may be made up of a various number of elements (from 4 to 34), ranging in height from 800 to 3.500 mm. Our radiator is manufactured following CEI-EN50216-6.
The excellent oil circulation without any risk of laminar movement and the high thermal efficiency due also to the relationship between the surfaces lapped by oil and air, allow Convett radiators a heat dissipation about 30%, or even more, higher than radiators made of stamped plate.
Applications

















Technical Details
Tubular radiators
Convett radiators are made of rounded steel tubes, made eliptical by our automatic production line and welded at the extremity with a cap in a 9 tubes row. This assembly is called element and its total length is 510mm. The elements pass through another welding step that assembles them together by welding, both at the bottom and at the top, a collector that enables the oil to homogeneously distribute inside the radiator. This assembly starts from a minimum of 4 elements up to a maximum of 32 and represents the radiator body, to which two flanged pipes are welded. There is also the possibility to add 2 or 3 lowered elements depending on the transformer configuration. The flanges are standard, 150*150mm, with 4 holes for the interface with the transformer flanges, if the customer needs customized flanges, then Convett will provide them. Accessories are then welded to the collector: lifting rings, vent and discharge valves and anchoring plates, while, depending on customer requirements, we can mount fans supports as well, thermometers housing or any other accessory needed. After assembling the whole radiator a leakage test at 5.5Bar of compressed air is carried out in a water pool, in order to ensure the complete absence of leakages. In the end the radiator proceeds to the paint shop: it has to be cleaned internally with filtered trasformer oil, sand blasted and degreased and then painted by immersion or flow coating according to customer’s requirements. Final touch up and packing are the last operations made on the radiator before dispatching it to customers.
Dissipation
Radiators dissipation difference
Our present radiators are the result of a series of improvements due to experience and they offer considerable economic advantages.
Convett radiators allow heat dissipation which is about 30-35% and more higher than the radiators made of stamped plate. Indeed, for a 25000 Kva transformer, Italian technicians uses:
- No.19 stamped-plate radiators, I = 1900, N = 15 elements, m2 = 597
- No.16 CONVETT radiators, I = 1900, N = 15 elements, m2 = 432
- No.16 CONVETT radiators, I+EI = 2100/1900 N= 13 elements, m2 = 406
Therefore the lower number of radiators used offers considerable advantages if compared with the usual radiator made of stamped plate:
- Better exploitation of the available space, thus achieving solutions which might seem impossible
- saving of flanges and valves
- saving of oil
- saving in assembly and transport
- lower number of fans in case of ONAF
- reduced transformer dimensions and lower weight
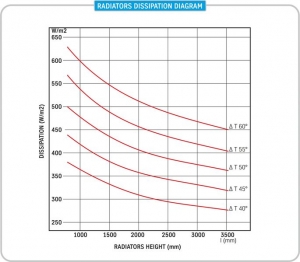
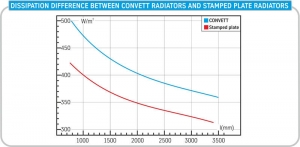
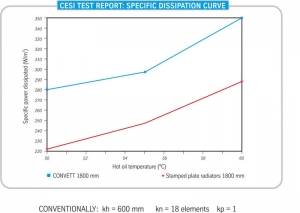
Dissipation comparison
On this graphic is reported the difference between stamped plate and tubular radiators in terms of dissipation.
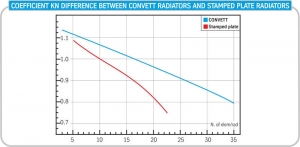
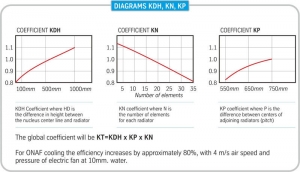
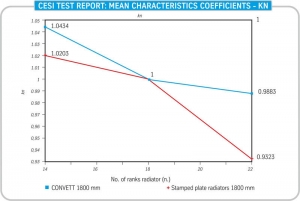
KN coefficient comparison
On this graphic is reported the difference between stamped plate and tubular radiators in terms of KN coefficient.
EXAMPLE
As by increasing the number of elements per radiator the efficiency of Convett radiators decreases less than that of stamped plate types, it should be noted that the optimum dimension can be reached by trying to decrease the number of radiators and increasing the number of elements of each, in order to reach a good compromise.
To see the example of a ONAN 190 KW dissipation with lowered radiators (tubular and stamped plate) with the surface overall difference needed click the following link.
“How to decide which Convett tubular radiator you need in the transformer (reserved)”
Treatment
INTERNAL TREATMENT
Unless otherwise specified, it is implied that all internal surfaces will be accurately washed through the circulation of mineral oil for transformers in accordance with ISO 4406:2013, filtered with a 20μm net filter so as to leave no impurity in circulation.
Convett radiators design with its oval shape tube has an important competitive advantage against the stamped plate radiators even in the internal cleanness. In fact the oval shape of the tube is much smoother and much easier to clean then the stamped plate elements which are made by two coils welded together with all the impurity that can be stocked between them.
All radiators flanges with the first 20-40cm of collector are normally painted against corrosion to protect the flanges and the internal part of the radiator which might be exposed to humidity during the handling and storage, before the installation.
If explicitly requested in the order, an internal treatment with hot oil resistant painting will be carried-out, with a thickness of approximately 10-20 μm.
EXTERNAL TREATMENT
External treatment depends on the external environment where the transformer is located and the warranty period required. Upon request we can provide you the suggested painting cycle for any specific environment.
In general find below a useful table based on:
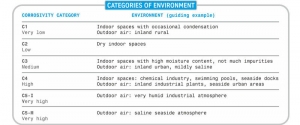
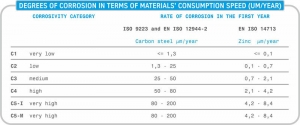
Standard ISO 9223:2012 Corrosion of metals and alloys — Corrosivity of atmospheres – Classification. It categorizes environments on the basis of wet time as well as sulphur dioxide and chloride contents.
Standard ISO 9224:2012 Corrosion of metals and alloys — Corrosivity of atmospheres — Guiding values for the corrosivity categories gives the corrosion rates of steel, zinc, copper and aluminium in the first five years.
Standard EN ISO 12944-2:2017 Paints and varnishes — Corrosion protection of steel structures by protective paint systems — Part 2: Classification of environments
Standard ISO 14713:2017 Protection against corrosion of iron and steel in structures — Zinc and aluminium coatings – Guidelines which gives examples of the environments in each corrosion category and the rates of corrosion for steel and zinc in the first years.
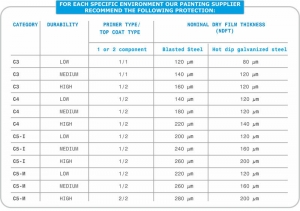
For each specific environment our painting supplier recommend the following protection:
Painting procedure
Before any type of painting we treat 100% of the surface with a metallic sandblasting with white metal, in accordance with specifications SSPC-SP5-63 laid down by the Steel Structures Painting Council, with a maximum profile thickness of 60 μm.
The appearance of the sandblasted surface must correspond to grade Sa3 contemplated by Svensk Standard SIS 055900-67. Within 24 hours we apply the primer coat to the radiator, to prevent oxidation.
If explicitly requested in the order, hot-dip-galvanized radiators will be supplied, in accordance with UNI-EN ISO 1461 standards. The mechanical construction of our radiators prevents them from warping during hot-dip galvanization.
In accordance with the environmental conditions, and the warranty required in cooperation with our paint supplier we can provide you with the recommended product and cycle.
Below please find some typical examples*:
- Regions like Saudi Arabia or Qatar require 220-240 μm NDFT** with acrylic or polyurethane top coat
- Siberia require 170-180 μm NDFT** with acrylic or polyurethane top coat (-40C to 80C resistant)
- Northern climates require hot dip galvanized steel with 100-140 μm NDFT** coating system
- Particularly heavy industrial sites require 160-240 μm NDFT** epoxyurethane or acrylurethane coating systems
* notes from www.megawilckens.com website ;
** NDFT = nominal dry film thickness
Packaging
Convett has more than 35 years of experience on packing and shipping radiators all over the world, with customized pallets following radiator dimension and with fumigated wood for the countries that needs it.
The way we package our radiators is the result of many years of continuous improvement.
Some examples of our attention:
- customized made in house pallets
- rubber device to avoid damage between the radiators
- rubber caps to avoid water entry into the radiator
- galvanized counter flanges with gasket
- specific container packaging
- very detailed and clear label






Accessories
Unless otherwise indicated, the radiators will be equipped with the accessories described on the following pictures.
-

- 1. Steel rod side reinforcements with a diameter of 8 mm follow our standard corresponding: From 800mm up to 1200mm no reinforcements From 1300mm up to 2200mm one reinforcements From 2300mm up to 3000mm two reinforcements From 3100mm up to 3500mm three reinforcements
-

- 2. Two flanges with diameter of 80 mm, thickness 18mm, 4 holes M22 size.
-

- 3. Two lifting lugs (one above and one below).
-

- 4. Two punched plates with a diameter of 10 mm (one above and one below) to join the assembled radiators together.
-

- 5. Two 14 MA caps, one above for breather and one below for discharge.
-

- 6. Rubber caps to close the hole of the flanges, avoiding water to enter and protect radiator from rust.
We can also provide, on request:
- Fan attachments per your drawings (steel or Aisi)
- Supply of radiator without flanges
- Specific attachments to the transformer: radiator parallel to the transformer
- Lowered external elements per customer drawing
- DIN breather and discharge caps
- Stainless steel washer welded to a hole in the flange
- Galvanized counter flanges to close tightly the rubber caps to the flanges
- Whatever else may be required by the customer

